|
此款無鉛高溫錫膏是由含氧量極低規則球形粉合金錫96.5%銀3.0%銅0.5%與陽離子載體在真空加氮氣下通過進口設備均勻攪拌。熔點為217℃。這款無鉛錫膏極大適合現在的錫銀銅和錫銀等無鉛電子元件的較高的焊接工藝溫度。目前適合高速生產和不同產品的表面貼裝使用。它在無鉛焊接焊接上有個非常好的潤濕能力,是焊點看起飽滿。且松香殘留不會外溢出焊點,杜絕了松香的導電現象。其已通過權威的SGS的認證。
應用
4.1 如何選用本系列錫膏
客戶可根據自身產品及工藝的要求選擇相應的合金成分,錫粉大小及金屬含量(查看本資料相關內容),對于一般無鉛焊接體系,我們建議選擇Sn96.5Ag3.0Cu0.5合金成分,錫粉大小一般選T3(mesh-325/+500,25-45um),對于Fine pitch,可選用更細的錫粉。
4.2 回溫
錫膏通常要用冰箱冷藏,冷藏溫度5~10℃為佳。從冰箱中取出錫膏時,須先經“回溫”才能打開瓶蓋使用。
回溫方式:不開啟瓶蓋的前提下,放置于室溫中自然解凍;
回溫時間:4小時左右
注意:
(1)未經充足的“回溫”,千萬不要打開瓶蓋;
(2)不要用加熱的方式縮短“回溫”時間。
(3)錫膏在“回溫”后,于使用前要充分攪拌。
(4)攪拌方式:手工攪拌或機器攪拌均可;
(5)攪拌時間:手工:5分鐘左右機器: 3分鐘
(適當的攪拌時間因攪拌方式、裝置及環境溫度等因素而有所有同,應在事前多做試驗來確定)。
4.3、印刷
印刷方式:
1. 人工印刷或使用半自動和自動印刷機印刷均可。
2. 鋼網印刷作業條件
 上一區 二區 三區 四區 五區 六區 七區 八區 上一區 二區 三區 四區 五區 六區 七區 八區
150 160 180 180 200 220 245 265
150 160 180 180 200 220 245 265
下一區 二區 三區 四區 五區 六區 七區 八區
鏈速: 70CM/MIN 變頻器: 30HZ 32HZ (焊接區) 且供參考按實際曲線為準!
LED器件與熱敏感器件建議:
|
升溫速率
1-3?C / SEC MAX
|
到達150 ?C
預熱區
|
恒溫區
140 - 160?C
|
峰值溫度
240± 5?C
|
回流區
> 217°C
|
> 230°C
|
冷卻
<4?C/SEC
|
| |
< 90秒
|
60-90秒
|
< 250 ?C
|
40-60秒
|
10-20秒
|
|
A.預熱區
在預熱區,焊膏內的部分溶劑被蒸發,并降低對元器件之熱沖擊;
要求:升溫速率為1.5~2.5℃/秒
若升溫速度太快,則可能會引起錫膏中焊劑成分惡化,形成錫球、橋連等現象。同時會使元器
件承受過大的熱應力而受損。
B.恒溫區(活性區)
在該區焊劑開始活躍,并使PCB 各部分在到達回流區前潤濕均勻。
要求:溫 度:140~160℃
時 間:60~90 秒
升溫速度:<2℃/秒
C.回焊區(焊接區)
錫膏中的金屬顆粒熔化,在液態表面張力作用下形成焊點。
要求:最高溫度:235~245℃(96.5%Sn/3.0%Ag/0.5%Cu)(高于溶點30℃)
時 間:217℃(溶點以上)40~60秒/60~90秒(非熱敏感器件)
高于230℃時間為10~20 秒。
若峰值溫度過高或回焊時間過長,可能會導致焊點變暗、助焊劑殘留物碳化變色、元器件受損等。
若溫度太低或回焊時間太短,則可能會使焊料的潤濕性變差而不能形成高品質的焊點,具有較大熱容量的元器件的
焊點甚至會形成虛焊。
D.冷卻區
離開回流區后,基板進入冷卻區,控制焊點的冷卻速度十分重要,焊點強度會隨冷卻速率增加而增
加。
要求:降溫速率≤4℃
若冷卻速率太快,則可能會因承受過大的熱應力而造成元器件損傷,焊點有裂紋現象。
若冷卻速率太慢,則可能會形成大的晶粒結構,使焊點強度變差或元件移位。
注:
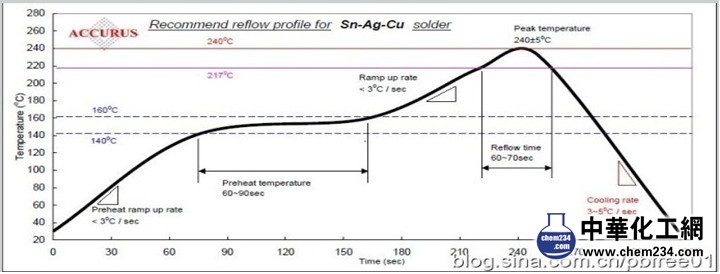
- ? 對于無鉛高溫合金錫膏的溫度曲線與上述相似;
- 合金: SAC305 (96.5%Sn/3.0%Ag/0.5%Cu) 217 – 220 ℃
SAC387 (95.5%Sn/3.8%Ag/0.7%Cu) 217 – 225 ℃
SAC405 (95.5%Sn/4.0%Ag/0.5%Cu) 217 – 220 ℃
- ? 上述溫度曲線是指焊點處的實際溫度,而非回焊爐的設定加熱溫度(不同)
- ? 上述回焊溫度曲線僅供參考,可作為使用者尋找在不同制程應用之最優曲線的基礎。實際溫度設定需結合產品性質、元器件分布狀況及特點、設備工藝條件等因素綜合考慮,事前不妨多做試驗,以確保曲線的最佳化。
- ? 對于SMT車間要求恒溫恒濕車間(23-25攝氏度為宜),最近天氣突變影響室內溫度,室內溫度低于20攝氏度,同樣會影響回流焊PCB板實際焊接溫度,如天氣突變建議重新再作曲線,溫度回升同樣要注意調整回來。CHENJIAN 13421951366
- 注:
*以上只作為信息參考,如若閣下有需要請聯系珉輝客服。
|