東莞珉輝電子材料有限公司,專業(yè)生產(chǎn)無鉛高溫錫膏,中溫錫膏,
低溫錫膏,有鉛錫膏,品質(zhì)保證,價格合理,歡迎廣大客戶前來訂購,聯(lián)系電話:0769-33292786.
| 無鉛低溫錫膏(Sn42Bi58) |
|
|
|
| 詳細說明: |
|
詳細介紹
|
|
無鉛低溫錫膏是設(shè)計于當今SMT生產(chǎn)工藝的一種免清洗型焊錫膏,采用特殊的合金成分
以及氧化物含量及少的球形錫粉煉制而成。具有卓越的連續(xù)印刷性。此外本制品所含有的助焊劑,采用具
有高信賴度的低離子性活化劑系統(tǒng),使其在回焊之后殘留極少且具相當高的絕緣阻抗,擁有極高的可靠性。
2.產(chǎn)品特點Features
2.1印刷流動性及落錫性好,對低至0.3mm間距的焊盤也能完成精美的印刷。
2.2連續(xù)印刷時,其粘性變化及少,鋼網(wǎng)的可操作時間長,超過8小時仍不會改變粘度,仍保持良好的連續(xù)印刷效果。
2.3印刷數(shù)小時后保持原來的形狀,印刷圖形無坍塌,對貼片組件不會產(chǎn)生影響。
2.4具有及佳的焊接性,可在不同材質(zhì)基板上出現(xiàn)良好的潤濕性。
2.5適合不同檔次焊接設(shè)備的要求,無需在充氮環(huán)境下完成焊接,在較寬的回流焊爐溫范圍內(nèi)仍可表現(xiàn)良好的焊接性能。用“升溫—恒溫式”或“逐步升溫式”兩類爐溫方式均可使用。
2.6焊接后殘留極少,焊點上錫飽滿光亮且具有較大的絕緣阻抗,不會腐蝕PCB,可達到免洗的要求。
2.7具有較佳的AOI測試性能,不會產(chǎn)生誤判。
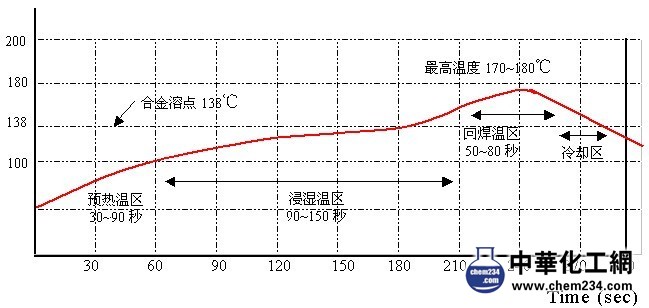
A預(yù)熱區(qū)(加熱通道的25-33%)
在預(yù)熱區(qū),焊膏內(nèi)的部分揮發(fā)性溶劑被蒸發(fā),并降低對元器件之熱沖擊;
*要求:升溫速度為1.0-3.0℃/秒;
*若升溫速度太快,則可能會引起錫膏的流移性及成份惡化,造成錫球及橋連等現(xiàn)象,同時會使元器件承受過大的熱應(yīng)力而受損。
B浸濡區(qū)(加熱通道的33-50%)
在該區(qū)助焊開始活躍,化學(xué)清洗行動開始,并使PCB在到達回焊區(qū)前各部溫度均勻。
*要求:溫度:110-130℃ 時間:60-100秒 升溫速度:<2℃/秒
C回焊區(qū)
錫膏中的金屬顆粒熔化,在液態(tài)表面張力作用下形成焊點表面。
*要求:最高溫度:170-180℃ 時間:138℃以上30-60秒(Important)
*若峰值溫度過高或回焊時間過長,可能會導(dǎo)致焊點變暗、助焊劑殘留物碳化變色、元器件受損等。
*若溫度太低或回焊時間太短,則可能會使焊料的潤濕性變差而不能形成高品質(zhì)的焊點,具有較大熱容量的元器件的焊點甚至?xí)纬商摵浮?
D冷卻區(qū)
離開回焊區(qū)后,基板進入冷卻區(qū),控制焊點的冷卻速度也十分重要,焊點強度會隨冷卻速率增加而增加。
*要求:降溫速率<4℃ 冷卻終止溫度最好不高于75℃
*若冷卻速率太快,則可能會因承受過大的熱應(yīng)力而造成元器件受損,焊點有裂紋等不良現(xiàn)象。
*若冷卻速率太慢,則可能會形成較大的晶粒結(jié)構(gòu),使焊點強度變差或元件移位
|
|